مجموعه تکنو صنعت ۰۹۱۳۱۶۹۱۸۰۵ آماده خدمات رسانی به تمامی تولیدکنندگان محترم میباشد..
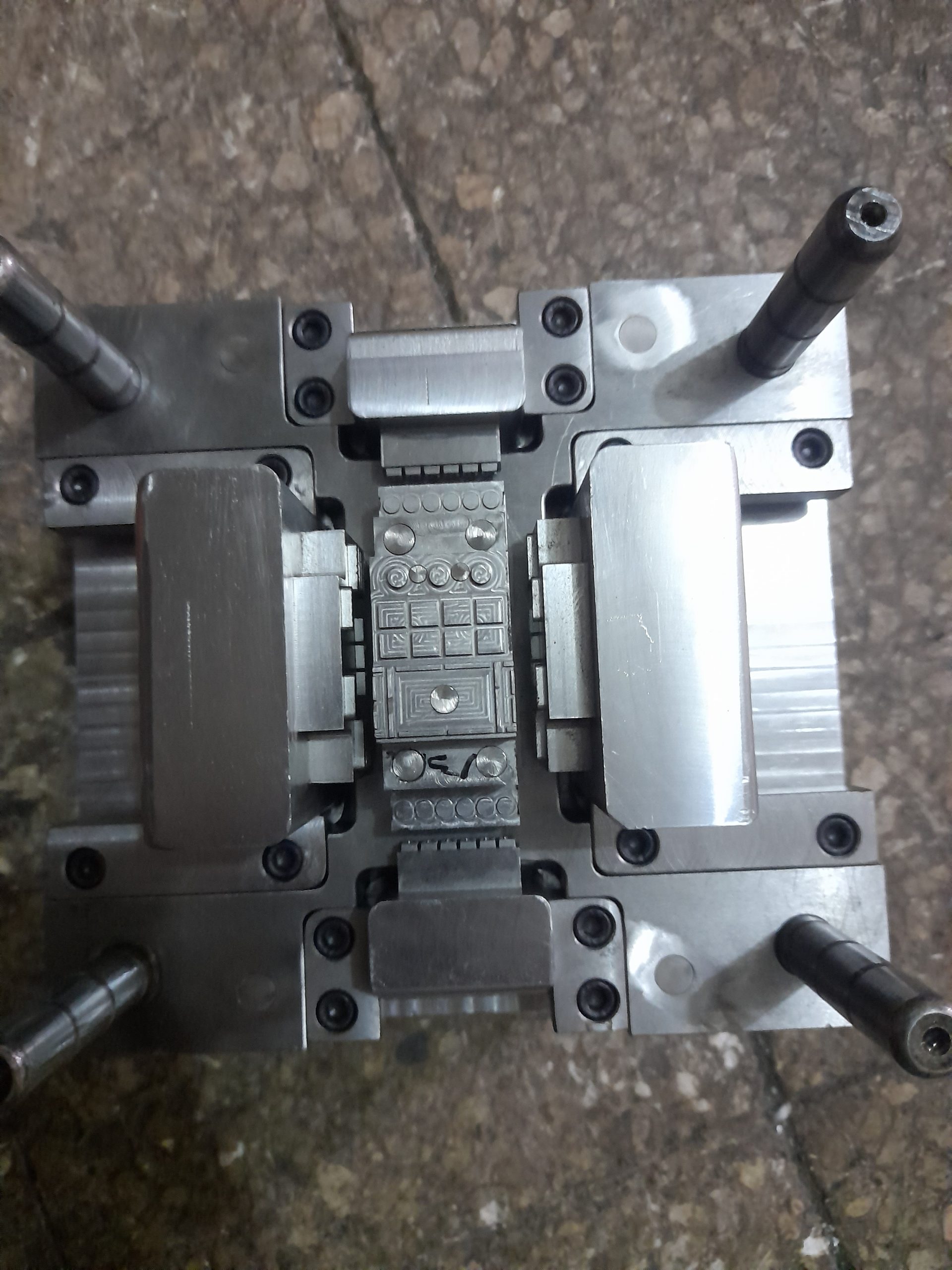
قالب تزریقی چیست؟
قالب تزریقی یکی از روش های صنعتی برای تولید قطعات با تیراژ بالا است. از این روش برای تولید قطعات پلاستیکی و فلزی ای استفاده می شود که لازم است هزاران یا ملیون ها عدد از آن تولید شود.
چرا باید روش تزریق در قالب را انتخاب کنیم؟
اولین و بزرگترین مزیت ساخت قالب هاب تزریقی برای تولید قطعات پلاستیک و آلومینیوم این است که تنها با یک بار صرف هزینه برای طراحی و ساخت قالب، میتوان ظرف مدت زمان کم، با هزینه های پایین و به راحتی، تعداد بسیار زیادی از آن قطعه تولید کرد. در واقع وقت و هزینه ی بالایی برای تولید یک قالب صرف می شود اما پس از آن هزینه ی هزاران قطعه ی تولید شده توسط آن قالب بسیار پایین است.
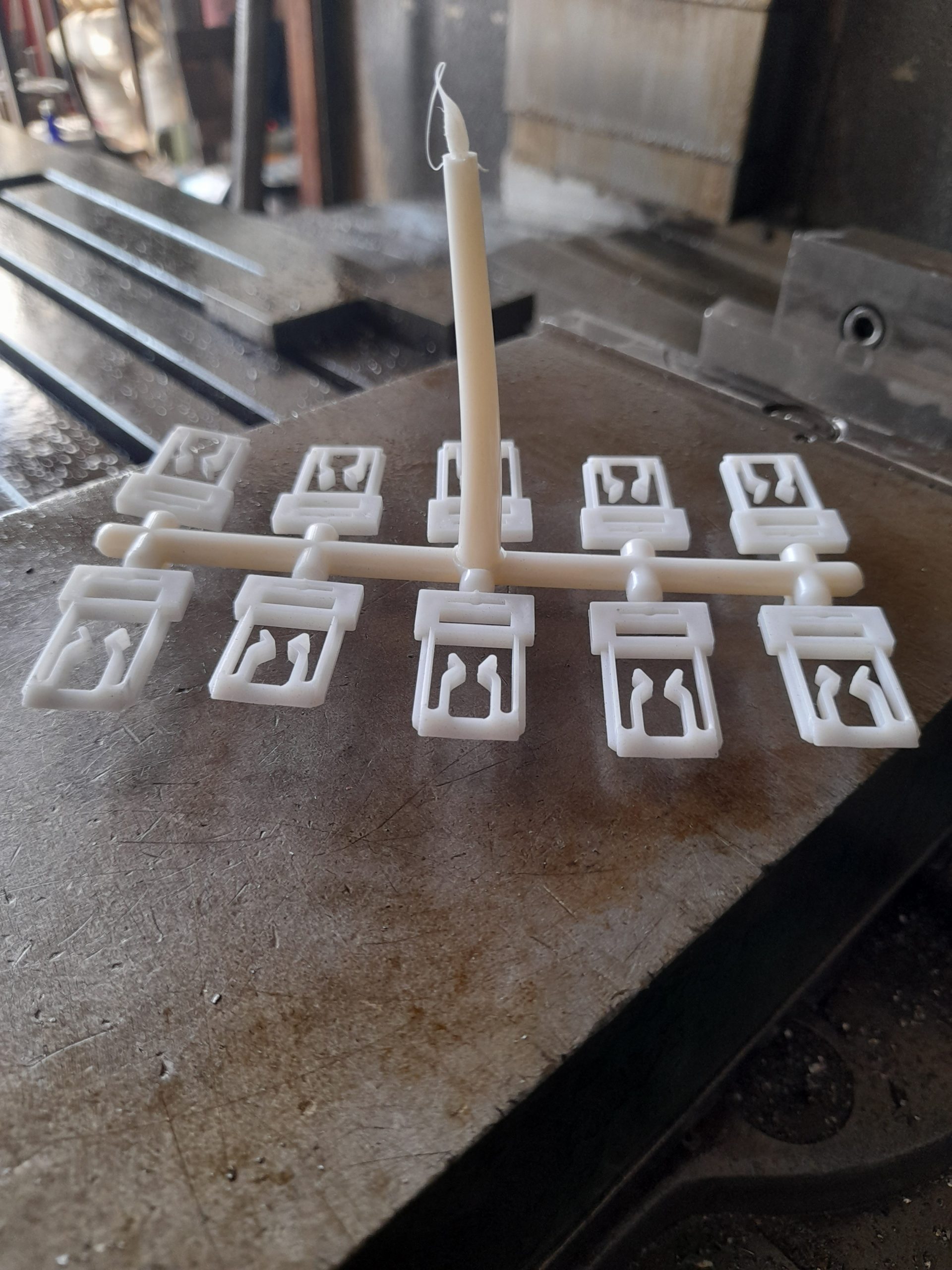
میزان ضایعات در هنگام تولید قطعه بسیار پایین است: در روش های قبلی که قطعات با برش سی ان سی تولید می شدند، قطعه مورد نظر از درون یک تکه پلاستیک (یا فلز) بسیار بزرگ تر با ماشین تراش کاری میشد. اما در این روش دانه های ریز پلاستیک در دستگاه ذوب می شوند و تنها ضایعات تولید شده از قسمت های اسپرو، در گاه و سیستم پران است که بسیار کم می باشد. البته ضایعات روش قالب تزریقی در مقایسه با پرینت سه بعدی بیشتر است اما باید توجه داشت که پرینت سه بعدی بسیار هزینه بر، و زمان بر است و برای تولید انبوه تقریبا روشی ناممکن است.

اجزای قالب تزریق پلاستیک
اسپرو کانال اصلی است که پلاستیک یا فلز ذوب شده را از سر نازل به درون قالب هدایت می کند. این یک قسمت کاملا جدا از قالب اصلی است.
درگاه : سیستمی از کانال ها است که با اسپرو در ارتباط هستند و مواد مذاب را به سمت قسمتهایی از قالب که شکل قطعه درون آن تراش داده شده، قالب هدایت میکنند. در گاه ها می توانند دارای دو نوع سرد یا گرم باشند.
گیت: در نهایت گیت، بخش نهایی از کانالی استکه مستقیما به فضای خالی درون قطعه (فضای تراش خورده به شکل قطعه) متصل است.
زمانی که پلاستیک مذاب وارد قالب شد و شکل گرفت، سپس سرد می شود. پلاستیکی که درون بخش تراش خورده قالب است که قطعه مورد نظر را تشکیل می دهد. اما پلاستیکی که درون کانال ها باقی مانده (اپرو، راهگاه ها و گیت) در واقع ضایعات است. در برخی موارد با برحی موا اولیه مانند ترموپلاستیک، این ضایعات نیز مجددا قابل ذوب شدن و استفاده هستند و بنابراین ضایعات به صفر نزدیک می شود. در برخی از سیستم های کنترل کیفی، میزان مجاز استفاده از ضایعات محدود است. و در برخی موارد هم این پلاستیک ها جداسازی شده و برای تولید قطعات تحت عنوان (درجه دو) استفاده می شوند. (علت این است که پلاستیک در نوبت دوم مذاب شدن، کیفیت کمتری دارد)
نقطه ضعف قالب تزریقی چیست؟
در ست است که هزینه تزریق پلاستیک برای هر قطعه بسیار پایین است اما، در ابتدای فرآیند ساخت قالب تزریقی، هزینه ها بسیار بوده و نیاز به طراحی های پیشرفته و پیچیده است و کوچکترین خطایی در طراحی، موجب اشتباهات پرهزینه می شود.
مراحل طراحی قالب تزریقی
- طراحی مجازی قطعه به صورت سه بعدی توسط نرم افزارهای طراحی
- تولید پروتوتایپ یا قطعه نمونه با پرینتر سه بعدی، البته این قطعه تولیدی معمولا از جنس پلاستیک ABS است که با جنس پلاستیک مورد نظر با تولید متفاوت است و باید این موضوع مد نظر طراحان قرار گیرد.
- طراحی وسیله ی تزریق. معمولا برای تولید نهایی وسیلهی تزریق به تولید ۳۰۰ تا ۱۰۰۰ نمونه ی اولیه نیاز است.
- بازبینی و اصلاح قالب و اعمال جزئیات نهایی قبل از شروع تولید گسترده. البته باید توجه شود که قالب ها اغلب از فولاد یا استیل ساخته می شوند که جنس بسیار سختی دارد و اعمال تغییر در ان امر بسیار مشکل و گاهی ناممکن است.
ضخامت دیواره در تزریق قالب چیست و چه اهمیتی دارد؟
ضخامت دیواره های قطعه ی تولید شده در تزریق پلاستیک یکی از عوامل بسیار مهم در طراحی است و به همین دلیل است که شاید این کلمه زیاد به گوشتان خورده. اگر به چند مورد از قطعات پلاستیکی اطراف خود مانند قاب تلوزیون توجه کنید متوجه می شوید که ضخامت دیواره آن بیش از سه میلی متر نیست. یکنواخت بودن ضخامت دیواره ها برای جلوگیری از عدم ناسازگاری در خنک شدن و به جا نماندن خط سینک روی قطعه، ضروری است. یک قانون خوب، حفظ ضخامت دیواره روی ۴ میلی متر است. هر چه دیواره ها ضخیم تر باشند، چرخه تولید و زمان خنک شدن طولانی خواهد شد و تولید هزینه برتر می شود. از طرفی اگر دیواره از ۱ میلیمتر نازک تر باشد فرآیند تزریق ممکن است دچار مشکل شود که البته طراحان با استفاده از موادی مانند نایلون سعی میکنند آن را برطرف کنند.
[/fusion_text][/fusion_builder_column][/fusion_builder_row][/fusion_builder_container]