قیمت ساخت انواع قالب تزریق پلاستیک با سی ان سی
مجموعه تکنو صنعت ۰۹۱۳۱۶۹۱۸۰۵ آماده همکاری با تولید کنندگان عزیز میباشد..
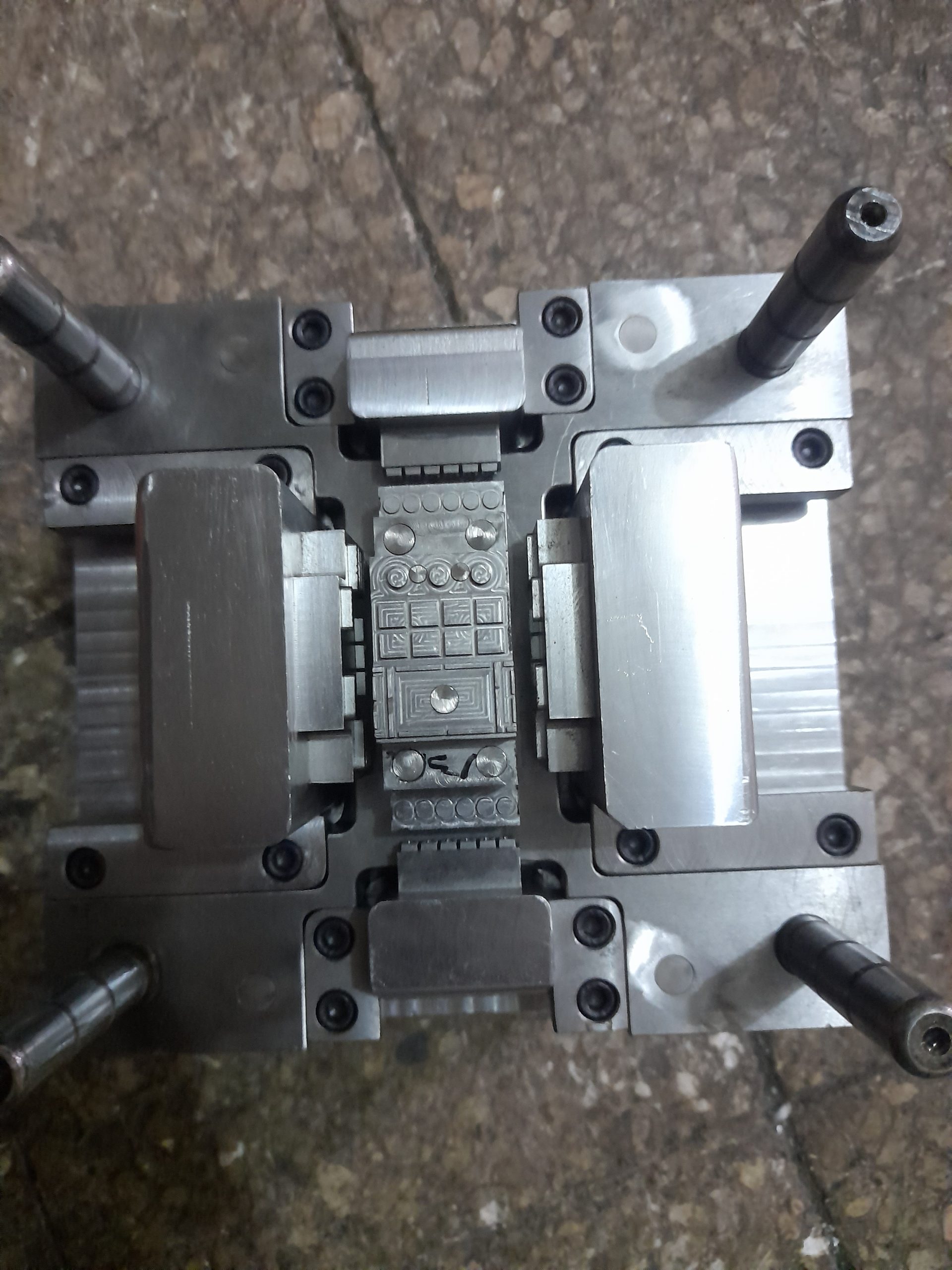
جزئیات قیمت قالب تزریق پلاستیک
همانطور که در مقدمه اشاره کردیم، هزینه های قالب یا هزینه های ابزارآلات معمولا محرک اصلی هزینه در قالب گیری تزریقی هستند.
به ویژه، ارزش تکنولوژیکی و هزینه تولید تسریع شده (یعنی افزایش هزینه ناشی از کوتاه شدن چرخه ساخت قالب) باید در محصول قالب منعکس شود. بنابراین :
قیمت قالب تزریق پلاستیک = هزینه مواد (فولاد، مس، آلومینیوم و….) + هزینه طراحی + هزینه انواع ماشینکاری (فرز cnc ، اسپارک ، وایرکات، سنگ مغناطیس و …) + هزینه نیروی انسانی متخصص + استهلاک دستگاه ها + سخت کاری یا نیتراسیون+ حکاکی + پولیش + قطعات استاندارد قالب + ابزارهای قالبسازی + هزینه ملک + هزینه سربار + ارزش فنی + سود + مالیات.
در ادامه به جزئیات هر یک از سرفصلهای هزینه برای ساخت قالب تزریق پلاستیک می پردازیم.
هزینه مواد یا فلزات
در جهان قیمت فلزات با کاهش یا افزایش قیمت طلا در بازار های جهانی دچار نوسان می شد. بنابراین، هرگاه دیدید که قیمت جهانی طلا افزایش یافت با یک فاصله زمانی کوتاه قیمت فولاد و بقیه فلزات پر مصرف نیز افزایش می یابد. فاکتور مهم دیگر در افزایش قیمت مواد اولیه ساهت قالب تزریق پلاستیک، قیمت ارز می باشد. افزایش قیمت دلار بجز آثار تورم عمومی که بر صنعت می گذارد به صورت مستقیم منجر به افزایش قیمت فلزات می شود.
هزینه طراحی
مهمترین بخش شروع ساخت قالب تزریق پلاستیک ، طراحی محصول و پس از آن طراحی قالب پلاستیک می باشد. در صورتی که قطعه یا قالب به درستی و با استاندارد های لازم طراحی نشوند هزینه های جبران ناپذیری را وارد می کنند. یک طراح حرفه ای و با سابقه ۴ الی ۶ درصد از هزینه ساخت قالب تزریق را به پروژه تحمیل می کند.
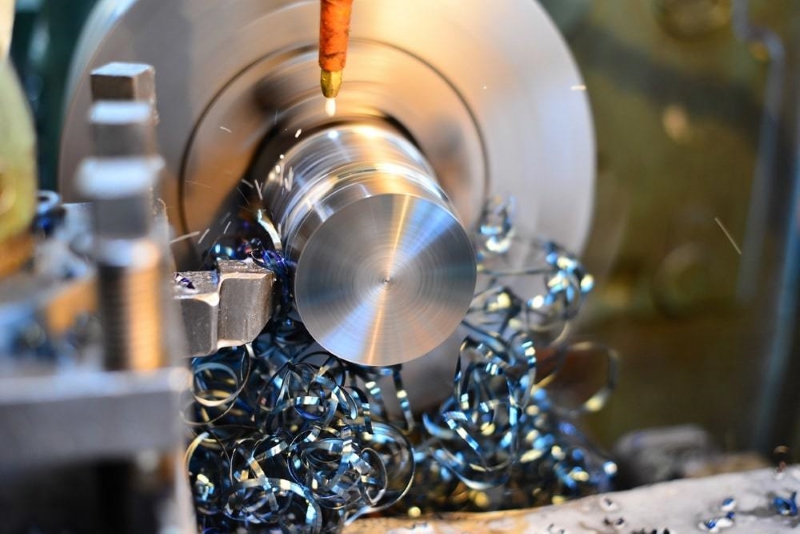
ماشین فرز سی ان سی
قیمت قالب تزریق پلاستیک به عوامل بسیار زیادبی بستگی دارد..این موارد به نوع متریال ظرافت و میزان تلورانس کار و.. موارد بسیار زیادی بستگی دارد..
در هر صورت امروزه تمامی قالبهای تزریق پلاستیک با ماشین فرز سی ان سی و تراش سی ان سی ساخته میشود پس بسیاری از هزینه ها بابت این ماشین های تراش و فرز است.
این هزینه ها هزینه های ابزارهای مورد استفاده در این دستگاه ها و نهایتا زمان استفاده از ماشین ابزار برای ساخت قالب تزریق پلاستیک میباشد..
به صورت اجمالی توضیح مختصری در مورد ماشین فرز سی ان سی داده میشود..

خرید ماشین فرز سی ان سی خود نیاز به سرمایه اولیه دارد بنابراین در ابتدای کار یک قالبساز تزریق پلاستیک حداق دو سه میلیارد تومان سرمایه برای خرید نیاز دارد..



روش کار اسپارک
قطعه کار روی یک صفحه در محلول دی الکتریک (معمولا نفت) غوطهور است. مخزن روی پایهی ماشین نصب شده است و الکترود که کاملا متناسب با حفره بوده روی گلویی ماشین نصب شده و گلویی نیز به یک سیستم پینیون چرخ شانه متصل است. یک سروو موتور (Servomotor)، شانه را توسط یک پینیون تحریک میکند و ابزار نسبت به قطعه یار، حرکت عمودی دارد.
قطعه یار و ابزار هر دو به یک منبع الکتریکی متصل هستند. الکترود قطب منفی و قطعه کار قطب مثبت است. شانه ماشین توسط سروو موتور به سمت پایین تا فاصله معینی بین ابزار و قطعه کار حرکت میکند. در این نقطه دی الکتریک بین الکترود و قطعه کار قطع شده و عملیات ماشین تخلیه الکتریکی آغاز میشود. این عملیات باعث جداسازی ذرات از قطعه کار میگردد.
در همین زمان خوردگی روی الکترود نیز با نرخ کمتری ایجاد میشود. یک نازل، دی الکتریک را از طریق شلنگ به روی قطعه میپاشد و ذرات خورده شده از روی قطعه کار شستوشو میشوند. الکترود مجدد پایین می آید، اما اینبار به دلیل خوردگی، میزان پایین آمدن بیشتر از کورس قبلی است.
مجددا ماشین تخلیه الکتریکی در یک عمق بیشتر عمل میکند و ذرات دیگری از قطعه کار برداشته میشوند .عملیات ادامه پیدا می کند و ابزار بالا میرود و ذرات خورده شده شسته میشوند. ابزار پایین میآید و عملیات ماشین تخلیه الکتریکی با حداقل شعاع جرقه انجام میگیرد.
خوردگی نه تنها در قطعه کار بلکه در الکترود هم به وجود میآید در نتیجه برای عمقهای زیاد چندین الکترود مورد نیاز است. معمولا الکترودهای اول، دوم و سوم عملیات خشنکاری را انجام میدهند. آخرین الکترود برای عملیات نهایی استفاده میشود و شکل آخر را الکترود نهایی در حداکثر عمق به وجود میآورد.
مایع دی الکتریک به صورت پیوسته چرخش داده می شود. مایع که آلوده به ذرات خورده شده است به تانک اصلی برگشته و از بین فیلـترها گذشته و سپس توسط یک شلنگ به تانک پمپ میشود.
انواع دستگاه اسپارک
سه نوع مختلف از ماشینهای تخلیه الکتریکی وجود دارد:
۱٫ ماشینهای تخلیه الکتریکی وایرکات (Wire Cutting EDM):
در این روش از سیمهای نازک برای برش اشیا استفاده میشود. در اینجا سیم به عنوان الکترود استفاده میشود. روشی دقیق و مقرون به صرفه برای برشکاری فلزات است.
خصوصاً در مواردی که لازم است قطعه فلزی بدون فشار و استرس برش داده شود، به دلیل ماهیت این روش که در آن هیچ تماس و نیرویی به قطعه وارد نمی شود، از وایرکات جهت انجام برش استفاده می شود.
۲٫ ماشینهای تخلیه الکتریکی متهای (Sinker EDM):
روش سنتی ماشین تخلیه الکتریکی است مته تحت عنوان Ram EDM نیز شناخته میشود. با استفاده از این روش میتوان اشکال پیچیدهای ایجاد کرد. این روش نیازمند الکترود است (که معمولا از گرافیت یا مس ایجاد شده) که از قبل به شکل مورد نظر ساخته شده باشد و بعد الکترود در داخل ماده قرار میگیرد.

۳٫ ماشینهای تخلیه الکتریکی سوراخکاری (Hole Drilling EDM):
این روش برای حفاری به کار میرود. این نوع از ماشین تخلیه الکتریکی قادر است سوراخ کوچک و عمیقی در قیاس با روشهای متداول حفاری ایجاد کند. در این روش، الکترودها لولهمانند هستند و مایع دیالکتریک از این الکترودها تغذیه میکند.
مزایای این روش
– نرخ ماشینکاری وابسته به سختی قطعه کار نبوده و متناسب با نقطه ذوب قطعه کار است و بنابراین موادی که قابلیت ماشینکاری کمی دارند مثل کاربیتهای سمانته و فولادهای ابزاری آبکاری شده را میتوان ماشینکاری کرد که این ماشینکاری بدون پلیسه است .
– اغلب میتوان قطعات با شکل پیچیده را ماشینکاری کرد.
– به این علت که تماسی بین قطعه کار و الکترود وجود ندارد ایجاد دیواره های نازک و اشکال ظریف ممکن میشود..
پس از اسپارک هزینه هایی از قبیل مصالح قالب سازی (پران راهنما بوش فنر) در قیمت قالب تزریق پلاستیک تاثیر دارد..
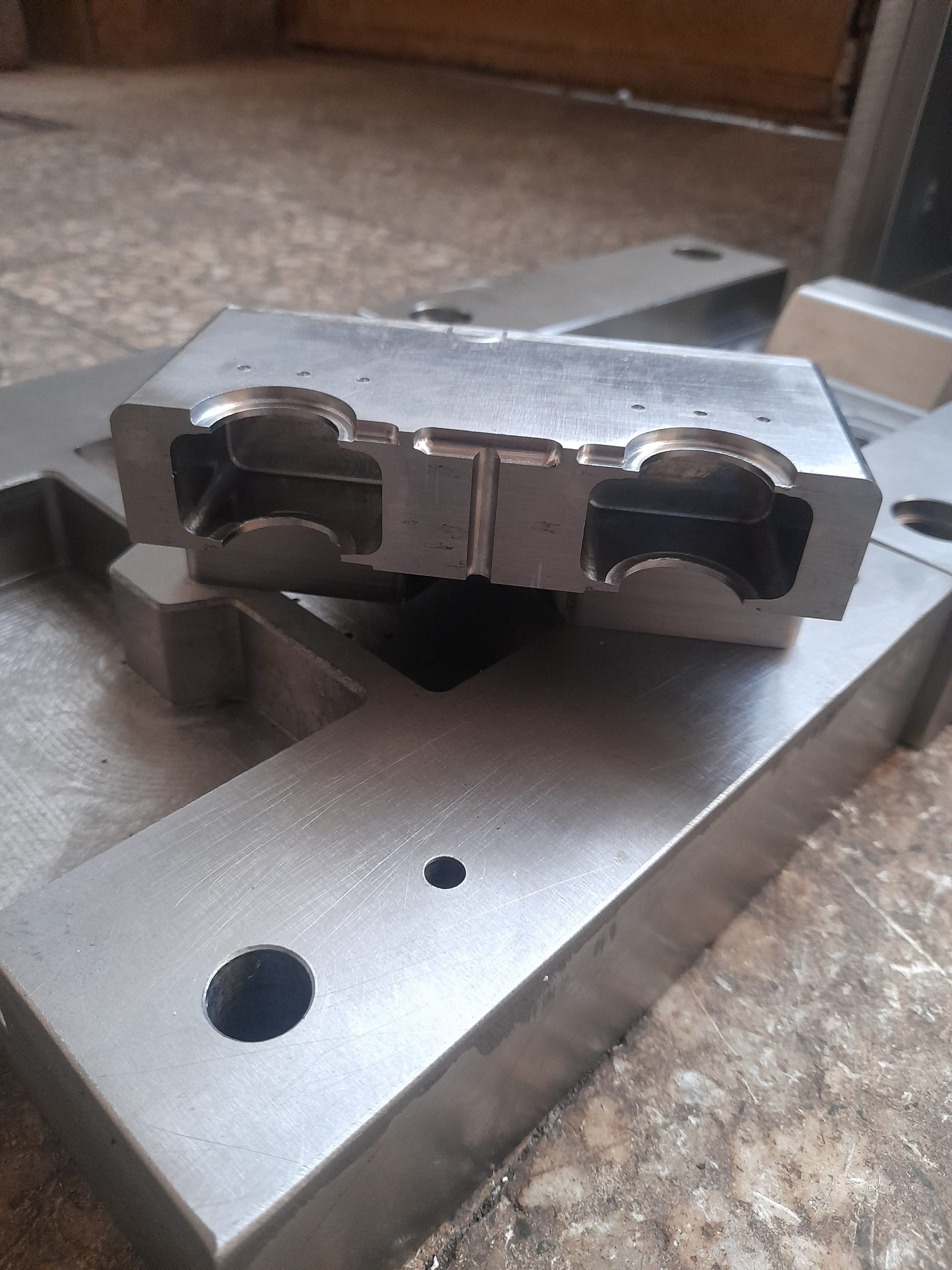
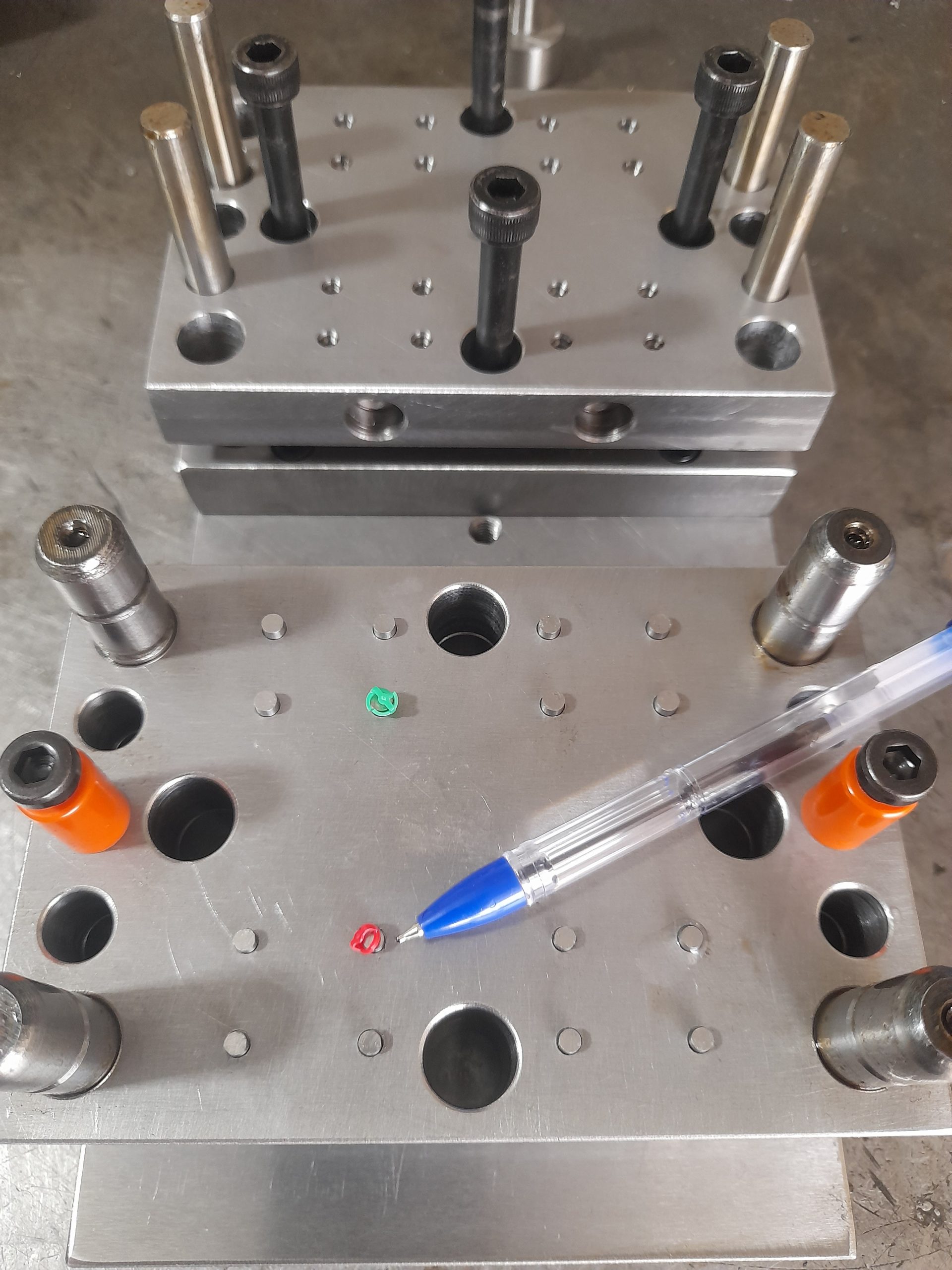
قطعات استاندارد قالب
برخی از قطعات پرکاربرد در حوزه ساخت قالب تزریق پلاستیک توسط شرکتهای داخلی تولید می شوند و نیازی به طراحی و ساخت اختصاصی ندارند. این قطعات شامل میله راهنما، بوش راهنما، انواع پین ها و پران ها، فنر ها، پیچها و… می باشند. با توجه به تولید انبوه این قطعات خرید آنها به صرفه تر از ساخت آنهاست مشروط بر آنکه از شرکتهای معتبر و دارای اعتبار بالا خریداری شوند.



ابزار های قالبسازی
فاکتور مهم دیگر ابزارهای ساخت قالب تزریق پلاستیک شامل انواع برقو ها و قلاویز ها، مته ها، ابزار های پولیش و غیره می باشد. کلیه این ابزار ها وارداتی بوده و طول عمر مشخصی دارند. بقیه عوامل تاثیر گذار در قیمت با صنایع دیگر مشترک بوده و نیازی به توضیح اضافه ندارند.
هزینه نیروی انسانی متخصص
در حوزه قالبسازی نیروی غیر ماهر هیچ جایگاهی ندارد و افراد این حوزه حتما باید با یک یا چند ابزار بتوانند کار کنند. این افراد باید توان درک نقشه های مهندسی را در کنار تخصص خود داشته باشند تا از بروز خطا جلوگیری کنند. چنین نیروهایی با مبالغ بالاتری با توجه به میزان توانایی جذب می شوند.

استهلاک دستگاه ها
با توجه به اینکه فشار بسیار زیادی روی دستگاه های ماشینکاری برای تراشیدن انواع فولاد ها وجود دارد، دستگاه ها باید به موقع سرویس شوند تا در هنگام ماشینکاری دقت خود را از دست ندهند. اما با این وجود بعد از مدتی حتما باید جای خود را به دستگاه های جدید بدهند. دوره استهلاک دستگاه ها در اتحادیه اروپا ۵ الی ۱۰ سال و در ایران نهایتا تا ۲۰ سال می باشد. با توجه به نوسانات قیمت ارز و وارداتی بودن دستگاه های فوق باید قیمت روز دستگاه برای هزینه استهلاک محاسبه شود.
سخت کاری یا نیتراسیون
یکی دیگر از فرآیند های الزامی سخت کاری یا نیتراسیون برخی از اجزای قالب می باشد. برخی از قالبهای با توجه به نوع مکانیزم جهت جلوگیری از خوردگی فلزات و افزایش عمر قالب نیاز به سخت کاری دارند.
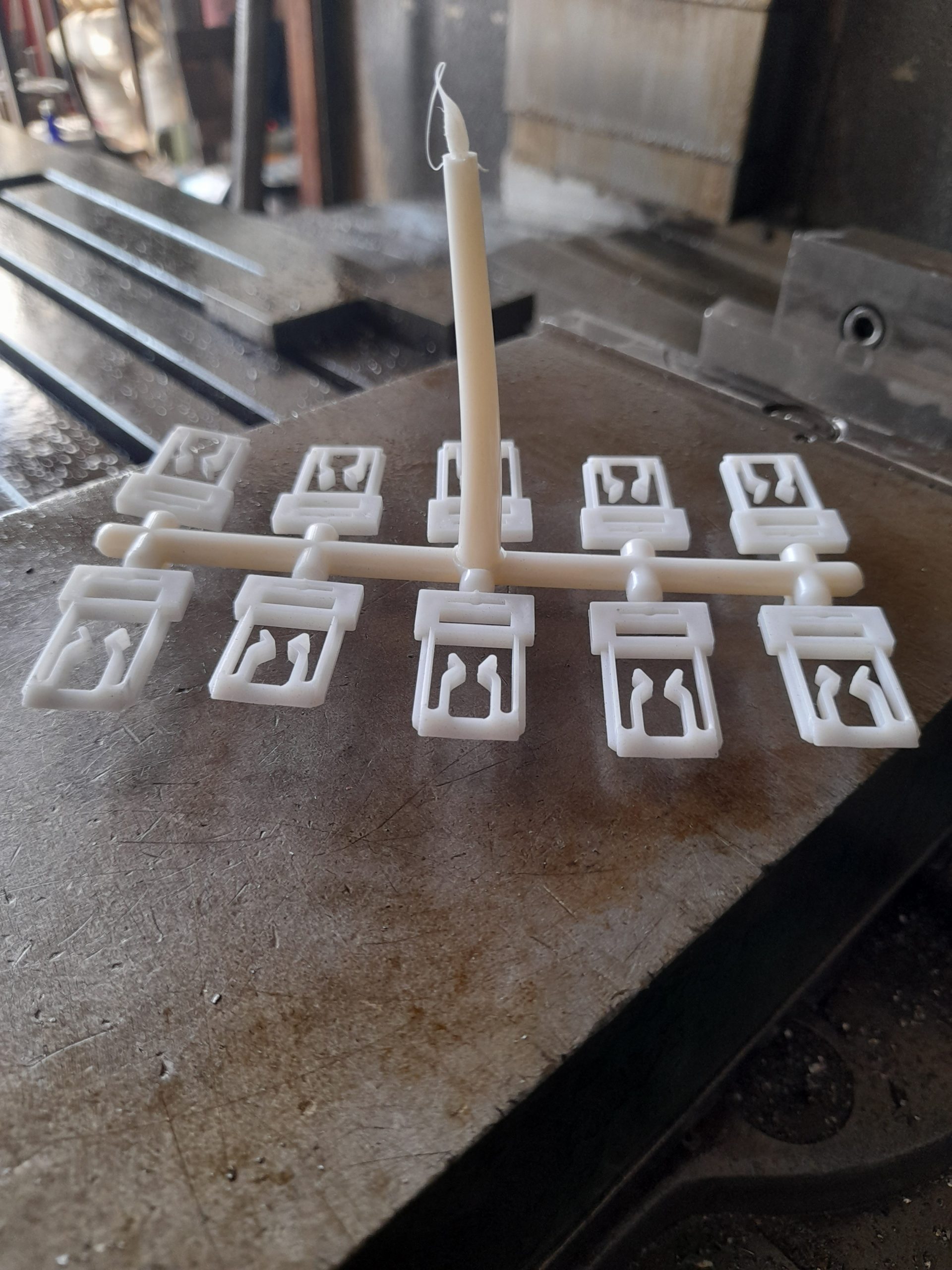
حکاکی
برای اختصاصی شدن قالب ها و جلوگیری از فروش قطعات توسط تولید کننده قطعات شما می توانید لوگو یا نام محصول خود را داخل حفره های قالب با دستگاه لیزر حکاکی کرده تا محصول شما اختصاصا برای کار شما مصرف شود.